 Главная
Главная
Токарная обработка металлов остается одной из самых востребованных операций в машиностроении, приборостроении и ремонтных мастерских. С помощью токарного оборудования создают валы, втулки, фланцы, крепеж и множество других деталей, без которых немыслима работа промышленного оборудования. Чтобы получить качественную деталь с нужными размерами и чистотой поверхности, важно правильно выбрать оснастку, режимы резания и, если речь идет о заказе на стороне, грамотно подойти к поиску подрядчика, чтобы он предоставил профессиональные услуги токарной обработки.
Принцип токарной обработки
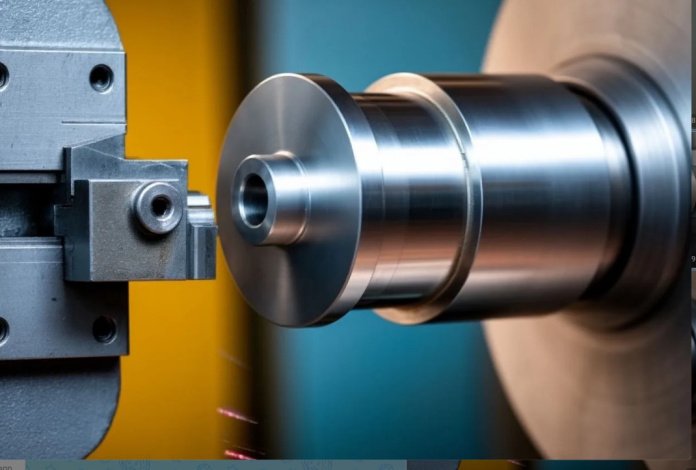
В основе любой токарной операции лежит вращение заготовки вокруг своей оси. Режущий инструмент — обычно резец — закреплен в суппорте и движется поступательно вдоль или поперек оси вращения. Снимая слой материала, инструмент формирует наружные и внутренние поверхности, канавки, резьбу и торцы.
Скорость резания, подача и глубина снятия материала — три главных параметра, которые определяют производительность и качество обработки. Их подбирают в зависимости от марки стали, чугуна или цветного металла, а также от требуемой точности размеров и шероховатости. Например, для черновой обработки используют большие глубину и подачу, чтобы быстро убрать лишний металл. Для чистовой — снижают подачу и увеличивают скорость, добиваясь гладкой поверхности. Если необходимо получить особо точные размеры, применяют выхаживание — проход без поперечной подачи, чтобы снять микронные припуски.
Важный момент: жесткость системы "станок — приспособление — инструмент — деталь" напрямую влияет на вибрации. Даже на мощном оборудовании при недостаточном закреплении заготовки или изношенном резце возникают биения и гребешки. Поэтому опытные токаря обращают внимание не только на режимы резания, но и на состояние патрона, центров и задней бабки. При обработке длинных валов используют люнеты — подвижные или неподвижные опоры, предотвращающие прогиб.
Современные станки с ЧПУ расширяют возможности: они автоматически поддерживают заданные режимы, компенсируют износ инструмента и позволяют обрабатывать сложные фасонные поверхности. Однако даже на таком оборудовании базовый принцип остается прежним — вращение и поступательное перемещение резца. Без понимания физики процесса резания невозможно правильно назначить программу обработки.
Какие виды токарных работ бывают?
Токарные операции делятся на несколько категорий в зависимости от характера обрабатываемой поверхности и конечной геометрии детали. Рассмотрим основные виды.
Наружное точение — самый распространенный тип обработки. Резец перемещается параллельно оси вращения, уменьшая диаметр заготовки до нужного размера. Этим методом изготавливают гладкие и ступенчатые валы, оси, штанги. Если требуется получить плавный переход между диаметрами, применяют фасонное точение с использованием специального резца или копировального устройства.
Растачивание — обработка внутренних отверстий. Расточной резец вводится внутрь предварительно просверленной заготовки и снимает припуск со стенок. Так достигают высокой точности диаметра и чистоты поверхности внутри втулок, корпусов и гильз. При глубоком растачивании (более пяти диаметров) используют специальные борштанги и системы подачи смазывающе-охлаждающей жидкости под давлением — это помогает отводить стружку и снижать нагрев.
Подрезка торцов — операция, при которой инструмент движется перпендикулярно оси вращения. Она нужна для создания плоской опорной поверхности, выравнивания длины заготовки или формирования уступа. Для получения точного торца важно правильно установить резец по высоте центров.
Отрезка и прорезание канавок — выполняются отрезными или канавочными резцами. Отрезка позволяет отделить готовую деталь от прутка, а канавки нужны для выхода резьбонарезного инструмента или установки стопорных колец.
Нарезание резьбы — одна из самых ответственных операций. Резьбу можно нарезать резцом на универсальном станке или плашкой/метчиком. На станках с ЧПУ чаще используют резцовые головки с многопроходной стратегией, что позволяет получить точный профиль даже на твердых материалах. Шаг резьбы строго увязывается с передаточным числом гитары сменных шестерен или программой ЧПУ.
Фасонное точение и обработка конусов — требуют либо специального копировального суппорта, либо одновременного движения по двум осям. Конус можно получить поворотом верхней части суппорта на нужный угол — это классический метод на станках без ЧПУ.
Помимо перечисленных, существуют комбинированные операции — например, сверление отверстия и последующее растачивание за один установ. Многие современные работы выполняются на токарных центрах с функцией фрезерования, что позволяет обрабатывать не только тела вращения, но и лыски, пазы, шпоночные канавки.
Особенности выбора подрядчика для выполнения задач
Когда деталь нужна не для экспериментального образца, а для серийного производства или ремонта критического узла, выбор исполнителя превращается в задачу с несколькими переменными. Рассмотрим основные критерии, которые помогут избежать переделок и простоев.
Техническое оснащение — первый пункт, который стоит уточнить. Не все токарные услуги по металлу одинаковы: для малых диаметров и высокоточной обработки нужны станки с цифровой индикацией или ЧПУ с обратной связью по положению резца. Для крупногабаритных деталей — карусельные или лоботокарные станки. Стоит уточнить, есть ли у исполнителя центры с охлаждением инструмента и системы автоматической смены оснастки.
Квалификация персонала — не менее важный фактор. Станочник должен уметь читать чертежи, выбирать режимы и подбирать пластины с подходящей геометрией и покрытием. Опыт работы с конкретным материалом (нержавейка, титан, жаропрочные сплавы) играет большую роль: для каждого металла свои скорости и подачи.
Контроль качества — желательно, чтобы подрядчик располагал измерительным оборудованием: штангенциркулями, микрометрами, нутромерами, индикаторными стойками. В идеале — твердомер и профилометр для проверки твердости и шероховатости. Стоит спросить, как фиксируются отклонения и ведется ли журнал замеров.
Сроки и производственный цикл — важно понимать, сколько времени займет обработка партии с учетом загрузки оборудования. Иногда можно сократить время за счет использования нескольких станков или смены инструмента на более производительный. Но не стоит торопить токаря: снижение времени обработки может обернуться повышенным износом инструмента и ухудшением качества.
Стоимость — рассчитывается исходя из трудоемкости, сложности настройки, расхода пластин и электроэнергии. Дешевые предложения часто сопровождаются упрощенным контролем или неполной обработкой — например, без чистового прохода. Лучше попросить детальную калькуляцию с перечнем операций.
Репутация и отзывы — косвенный, но полезный критерий. Можно поинтересоваться у знакомых технологов или посмотреть примеры работ. Однако здесь важно понимать: показы в соцсетях не всегда отражают реальное качество. Практичнее запросить несколько образцов на доработку — это покажет, как исполнитель относится к заказам.
На практике часто помогает общение с мастером непосредственно на участке. Видно, как организовано рабочее место, имеется ли запас инструмента и как хранятся заготовки. Если на производстве чисто, инструмент разложен по ячейкам, а контрольные приспособления проходят поверку — скорее всего, к деталям отнесутся ответственно.
Заключение
Токарная обработка — это не просто вращение заготовки и снятие стружки. За кажущейся простотой скрывается грамотный выбор режимов, понимание свойств материала, настройка станка и постоянный контроль размеров. Виды работ варьируются от обычного точения до сложного фасонного профилирования, и для каждой задачи существует свой набор оборудования и инструментов.
При передаче заказа исполнителю важно оценить не только цену, но и технические возможности, квалификацию, наличие средств измерения и подход к организации процесса. Вдумчивый подход на этапе выбора избавит от доработок и сэкономит время. А для ответственных деталей, где каждый микрон влияет на ресурс узла, этот этап становится ключевым. В конечном счете, качество обработки определяется суммой факторов — от жесткости станка до опыта человека, который стоит за пультом. И в этом смысле токарное дело остается искусством, где техника лишь инструмент.